
多年专注超高压液压产品制造
为您提供一站式解决方案

多年专注超高压液压产品制造
为您提供一站式解决方案
咨询服务热线
150-6112-2566

螺栓液压拉伸器用户培训提纲
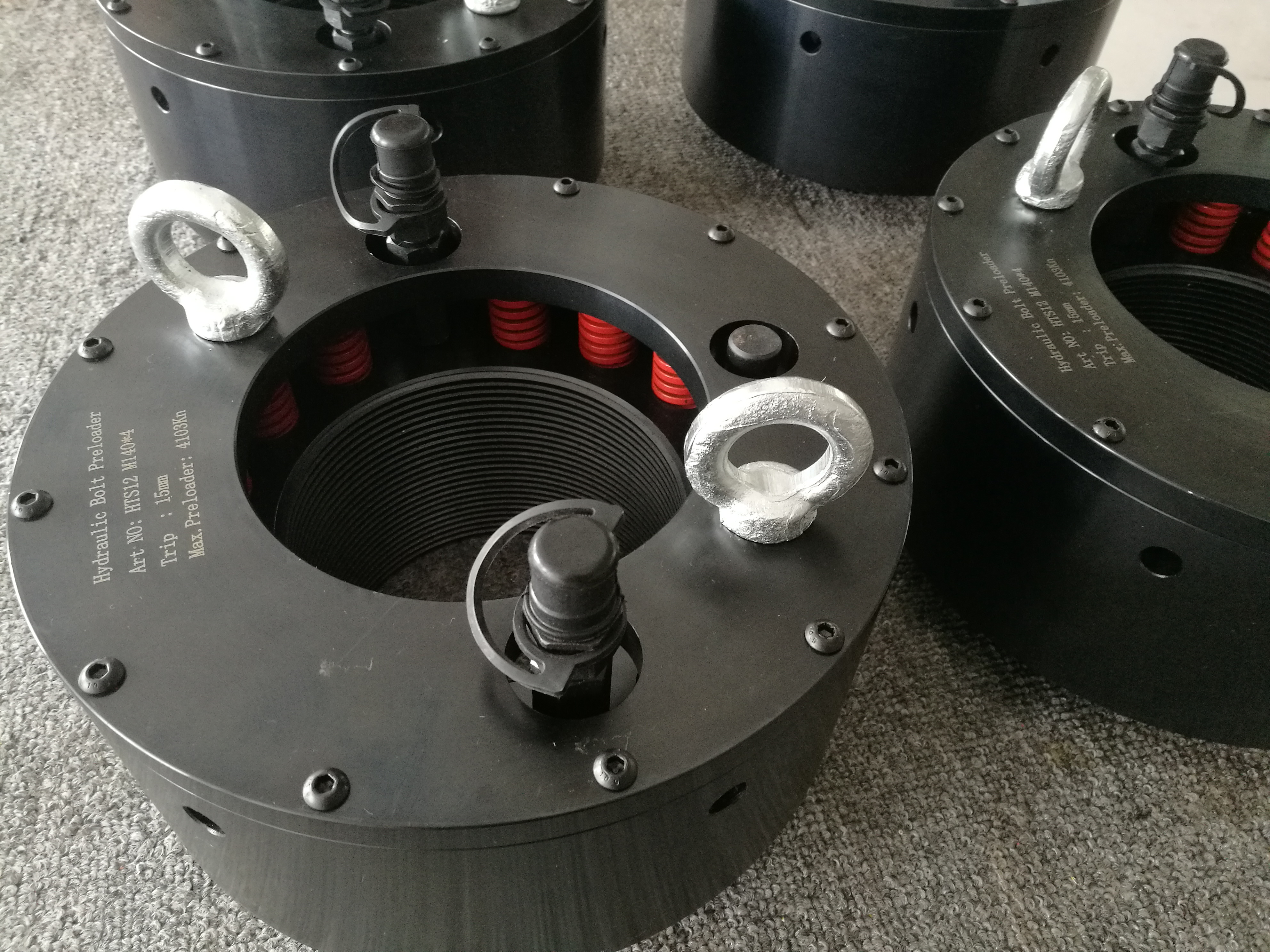
1. 液压拉伸器的材质及加工工艺流程
1.1材质:42CrMo
1.2加工工艺流程:
据图纸进行锻件备料、粗加工、调制热处理、精加工、磨加工、孔加工、装配、检测、入库
2. 液压拉伸器的工作原理:
液压拉伸器总成是由液压螺栓拉伸器+150MPa手动泵、气动泵(或超高压电动泵)+超高压软管总成而组成。液压拉伸器的原理是利用液压油缸直接对螺栓施加外力,使被施加力的螺栓在其弹性变形范围内被拉长,螺栓发生微量变形,从而使螺母易于松动。
液压拉伸器安装在螺栓中轴线的位置,用于对螺栓进行轴向拉伸,实现螺栓需要的拉伸量,正是螺栓的这种拉伸量决定了螺栓紧固所需的预紧力。螺栓受到拉伸时,螺母会与设备接触面脱离开来。
3. 液压拉伸器的使用操作步骤:
3.1用快换接头将螺栓拉伸器、油管和手动液压泵连接起来。
3.2空运行:将手动泵上卸荷阀上的手轮顺时针旋紧,再提升、压下手动泵上的手柄即可使活塞杆顶升,当活塞杆顶升到油缸的额定行程时,逆时针旋松卸荷阀上的手轮,用重力将活塞杆复位。反复运行几次,如无异常即可拉伸螺栓。(手动泵的使用请参照其使用说明书)
3.3将螺栓拉伸器按螺套→支撑架→螺栓拉伸器缸体组件→拉伸头依次套装在所需锁紧的螺母上。
3.4准备就绪:用手动泵打压使螺栓拉伸器活塞杆顶出即螺栓拉长,当螺栓拉伸到螺栓材料所规定的长度时(可用百分表配测及其它工装配测),用螺栓拉伸器配带的手柄旋下所需锁紧的螺母.再将手动泵卸荷阀上的手轮逆时针旋松,然后用重力将活塞杆复位,然后将螺栓拉伸器按上述"3"逆向卸下,则螺栓拉伸器的整个工作工序完成即可进行下一个螺栓的拉伸。